ARTIGOS ORIGINAIS
Modelagem e simulação do processo de envase de água mineral: uma aplicação com o Software Ururau
Modeling and simulation of mineral water filling process - an application with the Ururau Software
Modelagem e simulação do processo de envase de água mineral: uma aplicação com o Software Ururau
Vértices (Campos dos Goitacazes), vol. 19, núm. 2, 2017
Instituto Federal de Educação, Ciência e Tecnologia Fluminense

Esta obra está bajo una Licencia Creative Commons Atribución 4.0 Internacional.
Recepción: 21 Marzo 2016
Aprobación: 04 Septiembre 2017
Resumo: Este trabalho apresenta um modelo de simulação computacional para a análise da linha de produção de garrafões de água mineral. O modelo envolve o processo desde a higienização dos garrafões até a inspeção de saída. Nesse modelo, foi possível verificar diversos parâmetros que podem auxiliar um empresário desse setor a como dimensionar a linha de produção de acordo com o volume de produção e o mercado pretendidos. Para isso, este trabalho utiliza um software de simulação a eventos discretos, livre e de código fonte aberto chamado Ururau. Os resultados dos experimentos simulados demonstraram que a disponibilização de mais garrafões na entrada da linha impacta de forma positiva a produção, enquanto o acréscimo de operários e máquinas não demonstrou a mesma equivalência.
Palavras-chave: Simulação computacional, Software Ururau, Água mineral.
Abstract: This work presents a computational simulation model to analyze the production line of mineral water bottles. The model describes the process from bottle hygienization to delivery inspection. It was possible to verify, in this model, various parameters that may aid an executive of this sector how to size the production line according to the volume of production and the target market. For this purpose, this work uses a discrete event simulation software, free and open source called Ururau. The results of the simulated experiments demonstrated that the provision of more bottles in the entry line has a positive impact on the production, while the increase of workers and machines did not show the same equivalence.
Keywords: Computer simulation, Software Ururau, Mineral water.
1 Introdução
O Brasil é o sétimo maior consumidor mundial de águas engarrafadas, sendo o garrafão de 20 litros o recipiente mais utilizado pela população. Esse mercado está em amplo crescimento, principalmente pela insatisfação da população com a água fornecida pelo sistema público de abastecimento (CARDOSO et al., 2003). Avanços tecnológicos na extração e produção de água mineral têm proporcionado uma alta variedade de equipamentos e de capacidade de produção. Por isso, os fabricantes de máquinas para produção de bebidas e de equipamentos para a montagem de linhas atendem desde o pequeno produtor até as empresas de grande porte.
Em vista dessa oportunidade de mercado, este trabalho procura apresentar uma solução para o empreendedor que deseja abrir uma pequena empresa de água mineral ajudando-o no balanceamento da linha de produção. Tal balanceamento envolve selecionar o equipamento com a capacidade de produção correta para as suas determinadas metas. Para isso, a simulação foi escolhida como método para realizar essas análises. Ela pode ser definida como a experimentação de modelos, em que o modelo imita alguns aspectos importantes do sistema estudado para prever seu comportamento (WHITE; INGALLS, 2009). Segundo Santos et al. (2008), a implementação desses modelos em simuladores apresenta uma série de vantagens, como a facilidade de utilização pelo usuário devido às interfaces amigáveis e à existência de bancos de dados contendo cadastros dos equipamentos e dados sobre o processo.
Uma análise com um software de simulação comercial é muito dispendiosa em vista da licença para seu uso, por isso não seria investimento primordial para um pequeno empresário. Assim, para a simulação do processo de envase de água mineral foi adotado o Ururau, um software livre e de código aberto (Free and Open Source Software - FOSS), desenvolvido em Java por um grupo de pesquisadores interessados em compreender a estrutura do código-fonte de um software para o desenvolvimento de modelos de simulação a eventos discretos (SED) (PEIXOTO et al., 2014).
Alguns autores demonstram diferentes aplicações com o software Ururau, como Rangel e Cordeiro (2015), que utilizaram essa ferramenta para demonstrar o mecanismo de análises de emissões de gases de veículos em um sistema logístico, e Silva et al. (2014), que avaliaram frameworks para aplicação de redes neurais artificiais acoplados a modelos de simulação a eventos discretos no software Ururau.
Desse modo, este trabalho tem por objetivo fornecer um modelo básico de um sistema de produção de água mineral para auxiliar pequenas empresas na tomada de decisão sobre a linha de montagem. Para isso, apresenta o software Ururau como uma ferramenta sem custos de licença e de fácil utilização, viável para realizar experimentações e análises do balanceamento da linha de produção.
2 Processo de produção de água mineral
A pureza da água mineral é um dos fatores preponderantes para que uma empresa nesse ramo consiga entrar numa disputa comercial. Por isso, o descuido com a higiene e normas de produção (pouca vedação ou linha de produção e armazenamento expostos a riscos de contaminação) é capaz de tornar um produto preparado pela natureza inadequado para uso.
A principal característica a ser mantida nesse produto deve ser sua natureza. Sendo assim, a preocupação deve ser a de manter elevados os padrões de qualidade em cada etapa do processo de envase. Dentro de um galpão, uma empresa de água mineral deve delimitar áreas para: estoque de embalagens vazias, lavagem, higienização, envase, vedação, rotulagem e estoque. O número de funcionários deve ser reduzido, devendo a maioria deles ser concentrada na área de inspeção da qualidade da água extraída (ANVISA, 2006). O processo completo do envase de água mineral pode ser visto na Figura 1.
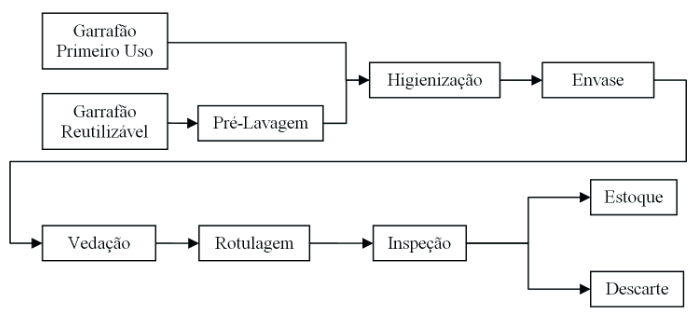
Figura 1 –
Diagrama do processo de envase de água mineral
Na primeira etapa do processo, o garrafão para o envase pode ser tanto de primeiro uso quanto um reutilizável. O próximo passo é a higienização do garrafão,etapa em que é feita sua limpeza. No caso de um garrafão reutilizável, este deve passar antes por uma etapa de pré-lavagem. Após essa etapa, ocorre o processo de envase, quando é inserida a água no garrafão. Depois disso, o garrafão é lacrado no processo de vedação. No passo seguinte está o processo de rotulação, em que o garrafão recebe o rótulo com as informações dos minerais presentes na água. Por fim, o processo de inspeção envia os garrafões que estiverem em condição de consumo para e estoque e os garrafões comprometidos para o descarte.
3 Descrição dos equipamentos do processo
O leiaute básico de uma linha de produção de envase de água mineral contém os itens descritos a seguir:
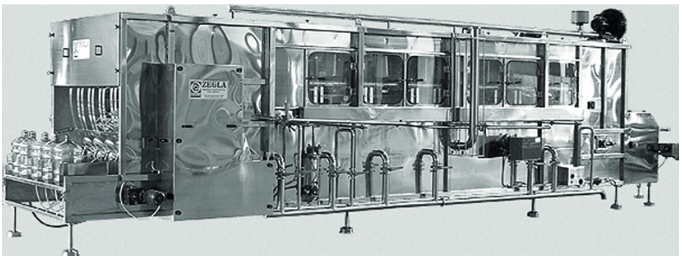
a) Higienização: consiste de uma operação de limpeza e desinfecção. Deve ser feita não somente nas embalagens, mas periodicamente em todo o maquinário. Neste item foi considerada apenas a higienização das embalagens por serem o objeto principal do estudo de caso. A higienização deve ser feita por maquinário automático e o transporte da área de higienização para a área de envase pode ser automático ou humano (ANVISA, 2006).
O modelo de higienizadora da Figura 2 é uma exemplo de máquina que atende às exigências da Agência Nacional de Vigilância Sanitária (ANVISA). Comercialmente, podem-se encontrar higienizadoras mais comuns com a capacidade de limpar cinco garrafões de 20 litros por vez, com uma velocidade máxima que pode variar de 1000 a 2500 galões por hora.
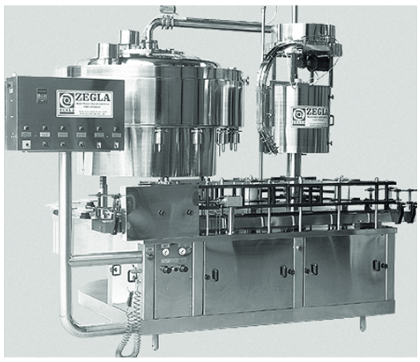
b) Envase: a água é engarrafada em maquinário automático com uso de válvulas e bombas acionadas na presença de um garrafão vazio. A envasadora da Figura 3 é um exemplo entre as máquinas que podem encher de 1000 até 2500 galões por hora.
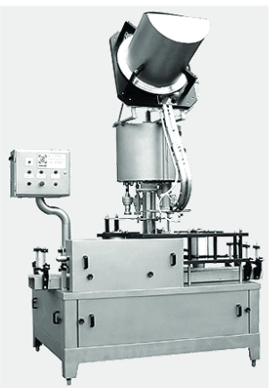
c) Vedação: uma máquina própria para esta tarefa tampa e lacra as garrafas. A água mineral envasada deve ser transportada da sala de fechamento para a rotulagem por meio de esteiras, sendo proibido o transporte manual pela ANVISA. O acesso das embalagens é feito por meio de abertura, dimensionada para permitir apenas a sua passagem. Na Figura 4 pode se observar um modelo de tampadora, usada como referência para o sistema analisado. As tampadoras geralmente são ajustáveis conforme a necessidade de produção, e são encontradas comumente com capacidades de 1000 a 4000 galões por hora.
d) Rotulagem: uma máquina apropriada cola um rótulo em cada embalagem. Os rótulos devem obedecer aos regulamentos técnicos. Uma rotuladora industrial utilizada como exemplo pode desenvolver a velocidade de rotulagem de 3000 a 12000 rótulos por hora. Uma máquina dessas pode ser observada na Figura 5.

e) Inspeção: inspeção visual e controle da qualidade são efetuados por pessoal treinado para avaliar o padrão da água, furos, vazamentos e grau de limpeza. Neste artigo, leva-se em consideração uma inspeção visual simples e rápida de no máximo 10 segundos para cada galão produzido. O número de funcionários empregados nesta etapa deve ser balanceado para que não haja a formação de um gargalo que impeça o fluxo das garrafas.
f) Estoque: os garrafões devem ser armazenados em paletes. O local de armazenamento deve ser limpo, seco, ventilado, com temperatura adequada e protegido da incidência direta da luz solar para evitar a alteração das águas envasadas. Para efeito de experimentos, neste trabalho levou-se em consideração uma taxa de 95% das garrafas como adequadas para irem ao estoque de saída e 5% como inadequadas e destinadas ao descarte.
4 Modelo de simulação
Os dados utilizados nos experimentos são hipotéticos, porém levam em consideração os tempos mínimos e máximos de fluxo de cada etapa informados pelos fabricantes das máquinas, além do período de trabalho envolvido.
A técnica de simulação computacional consiste em estabelecer um modelo capaz de descrever ou representar um problema real a ser submetido à manipulação “experimental” em um computador (ABREU; RANGEL, 1999). Segundo Banks (2010) e Freitas Filho (2008), um problema que pode ser analisado por meio de modelagem deve ser bem formulado, ou seja, ter objetivos e delimitações bem definidos. A visão de planejamento deve ser iniciada de maneira micro e gradativamente expandida à visão macro. Para isso, um esboço gráfico deve servir de auxílio como, por exemplo, um modelo conceitual. Os dados das etapas devem ser bem fundamentados para que o modelo corresponda, o mais próximo possível, ao sistema real. Por fim, o modelo deve ser construído numa linguagem apropriada para sua simulação.
Em posse do modelo desenvolvido em software apropriado, faz-se necessária uma verificação, ou seja, uma avaliação quanto a erros de programação que possam existir. E, enfim, o modelo pode ser validado ou confirmado como uma interpretação razoável do sistema real, assim que for testado e tiver apresentado resultados similares ao real (FREITAS FILHO, 2008).
Durante as fases de verificação e validação dos modelos de simulação foram observadas as etapas sugeridas por Sargent (2013) para definir uma coerência dos resultados com os limites de produção dos equipamentos na linha de envase de água mineral.
Para se chegar ao modelo de simulação, um modelo conceitual foi desenvolvido em linguagem IDEF-SIM proposta por Montevechi et al. (2010). Essa linguagem permite uma melhor visualização e compreensão das etapas de produção e suas características. O modelo conceitual segue as etapas descritas e detalhadas pela ANVISA (2006), são elas:
-
As embalagens de primeiro uso devem ser submetidas ao enxágue em maquinário automático, utilizando-se solução desinfetante.
-
As embalagens retornadas para um novo ciclo de uso, antes da etapa de higienização automática, devem ser submetidas à pré-lavagem por um operador para a remoção do rótulo, dos resíduos da substância adesiva e das sujidades das superfícies interna e externa.
-
O envase, vedação e rotulagem das embalagens são realizados por equipamentos automáticos. Em seguida, a água é submetida à inspeção visual para assegurar a sua característica original e a sua qualidade higiênico-sanitária.
-
As embalagens reprovadas na inspeção devem ser armazenadas em local separado e identificado até o seu destino final.
Foram adotadas funções de distribuição de probabilidades do tipo Normal para representar o comportamento dos processos. Os parâmetros foram estimados de forma hipotética, mas baseados na capacidade mínima de produção dos equipamentos. A Figura 6 apresenta o modelo definido no IDEF-SIM.
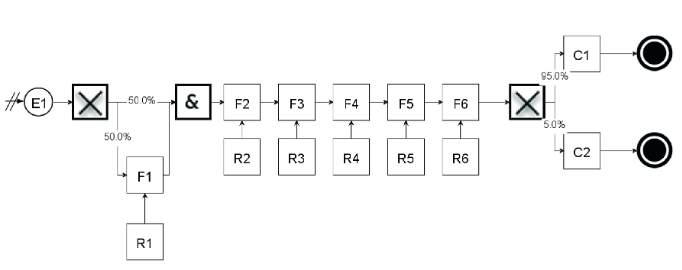
Figura 6 –
Modelo conceitual do sistema de envase no IDEF-SIM
As descrições dos blocos e os parâmetros estabelecidos para a simulação podem ser observados na Tabela 1.
| Descrição | Parâmetro | |
| E1 | Entidade: Garrafões | Função: Norm (14, 1.5) s. 1 chegada por vez, com limite máximo infinito, começando no tempo 0s. |
| F1 | Processo: Pré-lavagem | Função: Norm (12, 3) s |
| F2 | Processo: Higienização | Função: Norm (7, 1) s |
| F3 | Processo: Envase | Função: Norm (7, 1) s |
| F4 | Processo: Vedação | Função: Norm (2, 1) s |
| F5 | Processo: Rotulagem | Função: Norm (3, 1) s |
| F6 | Processo: Inspeção | Função: Norm (6, 2) s |
| R1 | Recurso: Operador | Quantidade: 1 |
| R2 | Recurso: Lavadora Automática | Quantidade: 5 |
| R3 | Recurso: Enchedora Automática | Quantidade: 2 |
| R4 | Recurso: Tampadora Automática | Quantidade: 1 |
| R5 | Recurso: Rotuladora Automática | Quantidade: 1 |
| R6 | Recurso: Inspetor | Quantidade: 1 |
| C1 | Atribuição: garrafões para estoque | Tipo: Variável; Nome: estoque; Valor: Estoque + 1 |
| C2 | Atribuição: garrafões descartados | Tipo: Variável; Nome: descartados; Valor: descartados + 1 |
| X | Decisor: Separar embalagens | Type: 2-way-by-chance (50%, 50%) |
| X | Decisor: Decisão de inspeção | Type: 2-way-by-chance (95%, 5%) |
5 Construção do modelo
O software Ururau foi utilizado para implementar o modelo computacional com base nas etapas de produção estabelecidas pela ANVISA. Essa ferramenta facilita o desenvolvimento do modelo com uma interface gráfica amigável, e a simplicidade da representação das etapas se dá devido às ligações dos blocos funcionais, além de ser um software livre de custos e de código fonte aberto (PEIXOTO et al., 2013).
Dagkakis e Heavey (2015) analisaram, em um recente estudo, o estado da arte de softwares livres de SED utilizados para apoio à decisão na área de Pesquisa Operacional e identificaram quarenta e quatro softwares e bibliotecas. O Ururau foi citado entre eles, e os autores ressaltaram os seguintes fatos positivos do software. Primeiro, o fato dos desenvolvedores compararem os resultados obtidos com o software comercial Arena. Segundo, pelo software fornecer uma interface gráfica o que facilita a construção dos modelos. E, terceiro, os vídeos tutoriais disponibilizados em uma página na internet.
As entidades que fluíram pelo modelo foram os garrafões de 20 litros. Como existem dois tipos diferentes de garrafões, os garrafões de primeiro uso e os garrafões reutilizáveis, foi colocado um módulo de decisão, representado pelo bloco “X”, que separa os dois tipos, conforme apresentado na Figura 7, que mostra também a tela inicial do Ururau e a tela de edição do módulo decisor responsável por separar as embalagens.
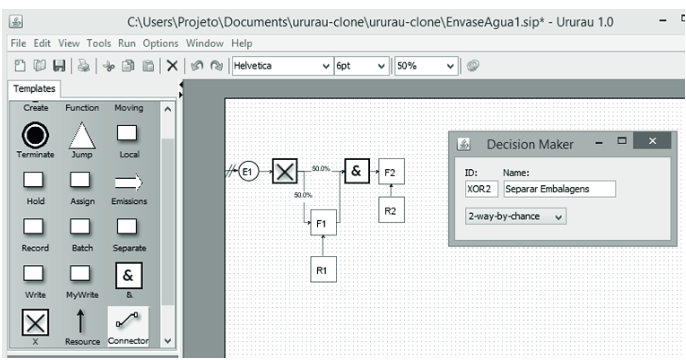
Figura 7 –
Tela inicial do Ururau apresentando o começo da construção do modelo e tela de edição do decisor
Assim o bloco “decisor” está configurado para desviar 50% das entidades para o processo de pré-lavagem e 50% direto para o processo de higienização. Essas porcentagens são inseridas nos conectores de saída do bloco “X”. Dessa forma, metade do fluxo, que representa os garrafões reutilizáveis, passa pelo processo de pré-lavagem antes de seguir para o processo de higienização, e a outra metade, que representa os garrafões de primeiro uso, vão direto para a higienização. Para que as duas entidades possam fluir pelo mesmo canal, um bloco “&” foi colocado no modelo.
Os processos do modelo foram implementados pelos blocos “Function” e os recursos usados nesses blocos foram representados pelos blocos “Resource” diretamente ligados aos respectivos processos, conforme a Figura 8, que ainda apresenta a tela de edição da função de inspeção (F6).
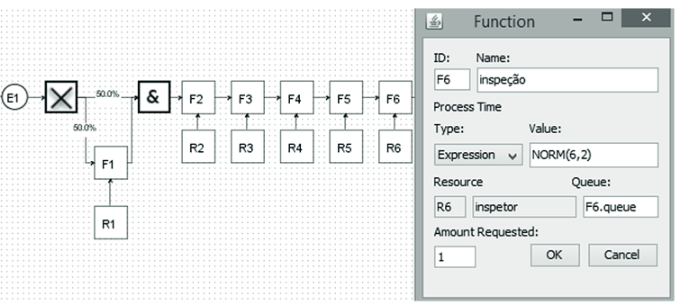
Figura 8 –
Inserção dos processos e recursos no Ururau e tela de edição do módulo F6
De forma semelhante os demais processos também foram implementados com seus respectivos recursos. Porém, no processo de inspeção, há, novamente, um ponto de decisão, representado por outro bloco “X”, que foi configurado para aprovar 95% dos garrafões e reprovar 5%. O modelo de simulação completo pode ser observado na Figura 9.
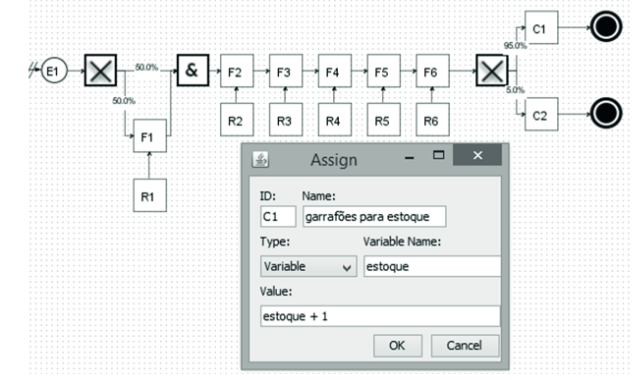
Figura 9 –
Modelo de simulação completo no Ururau e tela de edição do módulo C1
Na Figura 9, é possível observar os blocos “Assign”, C1 e C2, que foram inseridos para fazerem a contagem da produção de saída (95%) que vai para o bloco “Terminate 1” e a contagem dos garrafões rejeitados na inspeção (5%) que vão para o bloco “Terminate 2”. Nessa Figura também é apresentada a tela de edição do módulo C1; nele é possível observar como é feita a contagem da produção de saída.
6 Experimentos
O modelo em Ururau foi construído levando em consideração as funções descritas na Tabela 1. A simulação gerou uma série de dados que foi coletada por meio de um relatório gerado pelo próprio software e disponibilizado ao usuário no fim do período pré-estabelecido de simulação, que no caso foi de 8 horas, o que corresponde a um dia comercial de trabalho. Foram adotadas 10 replicações para essa simulação, o suficiente para a convergência dos dados do relatório final.
A Tabela 2 apresenta os dados obtidos no relatório final. Os dados mais relevantes para análise de experimento são: a taxa de entrada de garrafões, o número de garrafões ainda no processo ao fim da simulação (WIP - Work In Process), a taxa de saída de garrafões bons e a taxa de garrafões ruins. O total de garrafões foi calculado pela soma dos garrafões bons e ruins, e os garrafões em processo foram calculados pela diferença entre o total de garrafões que saiu do sistema e o total que entrou.
| Variáveis | Valores | Semi-intervalo |
| Garrafões Bons | 1950,700 unidades | 4,991s |
| Garrafões Ruins | 102,100 unidades | 4,927s |
| Total de Garrafões | 2052,800 unidades | - |
| WIP | 3,000 unidades | - |
| Tempo de espera na Pré-Lavagem | 0,345s | 0,032s |
| Tempo de espera na Higienização | 1,085s | 0,028s |
| Tempo de espera no Envase | 0,196s | 0,009s |
| Tempo de espera na Vedação | 0,000s | 0,000s |
| Tempo de espera na Rotulagem | 0,004s | 0,019s |
| Tempo de espera na Inspeção | 0,240s | 0,019s |
Com intenção de mostrar a acurácia e o correto funcionamento do Ururau, a Figura 10 apresenta uma comparação entre os resultados obtidos neste software e os obtidos no processo de inspeção com outro software comercial (Arena).
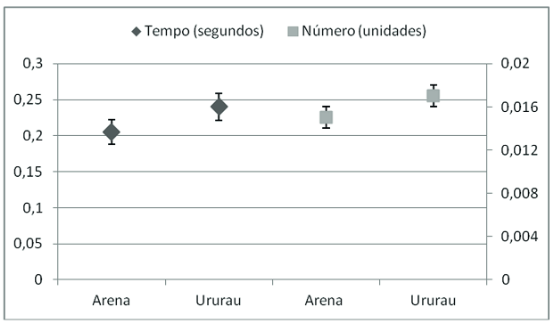
Figura 10 –
Comparação dos dados entre Ururau e Arena referentes à fila do processo de inspeção
Observe a equivalência entre os valores, não há diferença estatística significativa (p>0,05) entre eles. Cabe ressaltar que o Arena é utilizado há décadas enquanto o software Ururau ainda está nos primeiros anos. Porém, o software livre já pode ser utilizado com segurança.
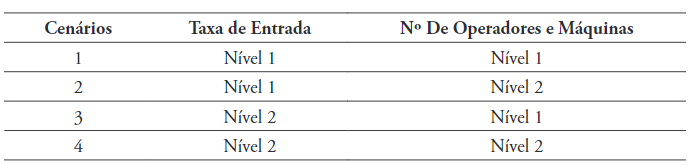
Após essa comparação, foi elaborado um Projeto Fatorial 2. como estratégia para experimentação dos resultados. Por meio da alteração de um nível de um fator k de cada vez é possível realizar experimentos sucessivos e avaliar as mudanças de comportamento das variáveis de interesse deste estudo (FREITAS FILHO, 2008). Os fatores e níveis do projeto experimental podem ser vistos na Tabela 3. Nessa Tabela, o nível 1 contém as expressões-padrão do modelo e o nível 2 uma simples alteração proposta para ser avaliada.
| FATOR | DESCRIÇÃO | NÍVEL 1 | NÍVEL 2 |
| A | Taxa de Entrada | Norm (14, 1.5) s | Norm (14, 1.5) s *0,5 |
| B | Nº de operadores e máquinas | 11 | 22 |
Um dos objetivos deste trabalho é apresentar a um empreendedor que deseja projetar sua linha de processo de envase de água mineral uma análise de como cada etapa pode influenciar na produção final. Além disso, determinar qual seria a capacidade de operadores e máquinas ideal para o seu plano de investimento. Por isso a variação da taxa de entrada, do número de operários e do número de máquinas empregadas no processo são fatores que influenciaram diretamente a análise proposta.
Os cenários obtidos mediante a construção deste projeto experimental de 2 fatores e 2 níveis são apresentados na Tabela 4, com um total de 4, ou 22, cenários.
A Tabela 5 apresenta os resultados das variáveis-resposta para cada um dos diferentes cenários após a simulação.
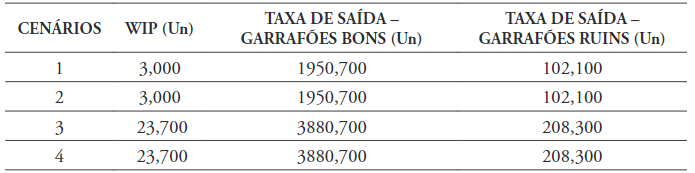
O cenário 1 apresenata a situação inicial do sistema validado comprovando sua eficiência com um média de 3 garrafões em processo e 1950,7 garrafões aprovados pela inspeção. No cenário 2, o sistema não apresentou alterações quanto ao estado inicial, apesar de serem realizadas mudanças no número de operadores e maquinário. No cenário 3, à medida que a chegada de garrafões aumentou, o sistema respondeu de acordo, produzindo mais garrafões. Por último, no cenário 4, mesmo com a capacidade de operadores e maquinário dobrada, o sistema respondeu da mesma maneira que no cenário 3, em vista de já ter atendido à demanda de chegadas de garrafões.
A Tabela 6 mostra os dados referentes aos tempos nas filas dos processos nos diferentes cenários.
| Variáveis | Cenário 1 | Cenário 2 | Cenário 3 | Cenário 4 |
| Tempo de espera na Pré-Lavagem | 0,345s | 0.344s | 17.511s | 17.502s |
| Tempo de espera na Higienização | 1,085s | 1.083s | 57.537s | 57.489s |
| Tempo de espera no Envase | 0,196s | 0.196s | 25.306s | 25.319s |
| Tempo de espera na Vedação | 0,000s | 0.000s | 0.000s | 0.000s |
| Tempo de espera na Rotulagem | 0,004s | 0.004s | 0.016s | 0.017s |
| Tempo de espera na Inspeção | 0,240s | 0.241s | 1.870s | 1.869s |
Nessa Tabela é possível observar que a mudança na taxa de chegada dos garrafões foi o que mais impactou no tempo de espera nas filas dos processos, enquanto que o número de máquinas e operários na linha teve pouca influência.
7 Conclusões
O presente estudo apresentou e descreveu as etapas e o funcionamento de uma linha de produção de garrafões de água mineral com a intenção de auxiliar empreendedores no balanceamento da linha de produção. Isso envolve alocar operadores e equipamentos para operar a linha sem desperdícios de tempo e de capacidade. Assim, a simulação foi escolhida como método para realizar as devidas análises.
Por meio do Ururau, software de simulação a eventos discretos livre e de código fonte aberto, foi possível modelar o processo da linha descrita e elaborar um projeto fatorial 2.. Assim, foram feitas análises das variáveis que influenciam a produção como a taxa de chegada dos garrafões e o número de operadores e máquinas instaladas na linha. Além disso, o Ururau foi comparado com o software comercial Arena. Os resultados obtidos mostram uma equivalência na resposta com os dois softwares.
O experimento mostrou, desse modo, que a disponibilização de mais garrafões com o mesmo maquinário e número de operadores aumenta a produção de garrafões aptos para a comercialização. Porém, nesse caso, também irá aumentar o tempo de espera nas filas das etapas dos processos. O aumento do número de operários e máquinas, porém, não interfere na produção.
O sistema básico apresentado suporta uma produção de aproximadamente 2000 garrafões por dia de trabalho comercial. Os resultados apresentados pelo modelo podem auxiliar empreendedores que desejam abrir uma empresa de pequeno porte a tomar decisões sobre a linha de produção.
Assim, este trabalho apresentou uma aplicação com o software Ururau em uma linha de produção de garrafões de água mineral. O software se apresentou como uma ferramenta de fácil utilização, sem custos de licença, e é recomendado para estudantes e pequenas empresas.
Agradecimentos
Os autores gostariam de agradecer ao Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq), a Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES) e à Fundação de Amparo à Pesquisa do Estado do Rio de Janeiro (FAPERJ) pelo suporte financeiro para esta pesquisa.
Referências
ABREU, A. M. M.; RANGEL, J. J. de A. Simulação Computacional uma Abordagem Introdutória. Vértices, v. 2, p. 28-32, 1999.
ANVISA. Resolução RDC nº 173, de 13 de setembro de 2006. Disponível em < http://portal.anvisa.gov.br/wps/wcm/connect/0a5312004745899c93b3d73fbc4c6735/RDC+n%C2%BA+173.pdf?MOD=AJPERES >. Acessado em: 19 out. 2013.
BANKS, J. et al. Discrete: Event System Simulation. 5ª ed. New York: Pearson Education, 2010.
CARDOSO, C. C. et al. Avaliação microbiológica de um processo de sanificação de galões de água com a utilização do ozônio. Ciênc. Tecnol. Aliment, v. 23, n. 1, p. 59-61, 2003.
CHWIF, L.; MEDINA, A. C. Modelagem e Simulação de Eventos Discretos: Teoria e Aplicações. 2ª ed. São Paulo: Editora dos Autores, 2010.
DAGKAKIS, G; HEAVEY, C. A review of open source discrete event simulation software for operations research. Journal of Simulation advance online publication, 2015.
FILHO, P. J. de F. Introdução à Modelagem e Simulação de Sistemas com Aplicações em Arena. 2ª ed. São Paulo: Visual Books, 2008.
MONTEVECHI, J. A. B. et al. Conceptual modeling in simulation projects by mean adapted IDEF: An application in a Brazilian tech company. In: WINTER SIMULATION CONFERENCE, 2010, Baltimore. Proceedings... p. 1624-1635.
PEIXOTO, T. A. Ururau: um ambiente para desenvolvimento de modelos de simulação a eventos discretos. Pesquisa Operacional para o Desenvolvimento, v.5, n.3, p. 373-405, 2013.
PEIXOTO, T. A.; RANGEL, J. J. de A.; MATIAS, I. O. Free and Open-Source Simulation Software “Ururau”. In: WINTER SIMULATION CONFERENCE, 2014, Savannah.
RANGEL, J. J. de A.; CORDEIRO, A. C. A. Free and Open-Source Software for sustainable analysis in logistics systems design. Jornal of Simulation, v. 9, p. 27–42, 2015.
SANTOS, A. A.; SCHIAVO, C. P.; GIACOMIN, C. N. Simulação computacional do processo de reaquecimento de placas em fornos de viga móvel. Tecnologia em Metalurgia e Materiais, São Paulo, v.5, n.1, p. 35-39, 2008.
SARGENT, R. G. Verifications and validation of simulations models. Journal of Simulation, v. 7, n. 1, p. 12–24, 2013.
SILVA, M. G. D et al. Decisão com Redes Neurais Artificiais em Modelos de Simulação a Eventos Discretos. Pesquisa Operacional para o Desenvolvimento, v. 6, n. 2, p. 299-317, 2014.
WHITE, J. K. P.; INGALLS, R. G. Introduction to simulation. In: WINTER SIMULATION CONFERENCE, 2009. Proceedings... Piscataway, New Jersey: Institute of Electrical and Electronic Engineers, 2009. p. 12-23.
Notas de autor